A Complete Guide for Establishment of a Lead Recycling Industry in India - Sustainable Location, Facilities and Regulatory Requirements
This detailed guide from Dr. R S Mahwar, Environment Adviser and Former Director (Addl.), Central Pollution Control Board (CPCB), (Ministry of Environment, Forest and Climate Change, Delhi) to setup a Lead Recycling Unit in India. Every aspect is covered like Government Regulations, Factory layout, Machines needed, pollution control norms and equipment needed, Permissible Limits of emissions and How to Control them, How to Get Registration and Permission to Operate, every step has been defined very clearly.


Dr Ranveer Singh Mahwar
Environment Adviser, Former Director (Addl.), Central Pollution Control Board
(Ministry of Environment, Forest and Climate Change, Delhi)
1.0 Demand and Supply of Lead in India
India’s lead reserves are about 2.2 million tonnes which is about 2.5% of the world reserves. The primary lead is produced entirely by the Hindustan Zinc Limited with a limited capacity of 185,000 tonnes per year. There are about 500 authorized recyclers of Lead wastes in the country with a total processing capacity of 2.1 million metric tonnes per year. This means a maximum production of about 1.25 million tonnes (60-65% of the Recycling Capacity) of secondary lead per year at the full capacity utilization.

The total lead consumption in India is estimated to be 1.0 million tonnes including the primary production, secondary production as well as imports. The demand of Lead Acid batteries in the automotive sector continues to dominate, while the industrial battery segment adds impetus. Electric vehicles and renewable energy are high thrust areas of the Government and plans for these are in-fact already at the various stages of their being put into place. The demand of lead for lead acid battery sector will therefore increase by leaps and bounds with increase in the vehicle production, e-bikes, infrastructure development, new telecoms networks, inverters etc.
The trend is a clear indication of the fact that the country needs to start preparing to meet the increasing demand of lead in the coming years. There are only two options available to meet this demand. These are, import of pure lead or import of lead bearing wastes and production of secondary lead. These seen from the point of cost effectiveness as well as the impact on the environment, the only option left is import of Used Lead Acid Batteries (ULAB)/lead Scrap and their recycling to get the secondary lead for bridging the gap in the demand and supply of this metal in the country.
2.0 Lead Acid Battery (LAB) Recycling Process
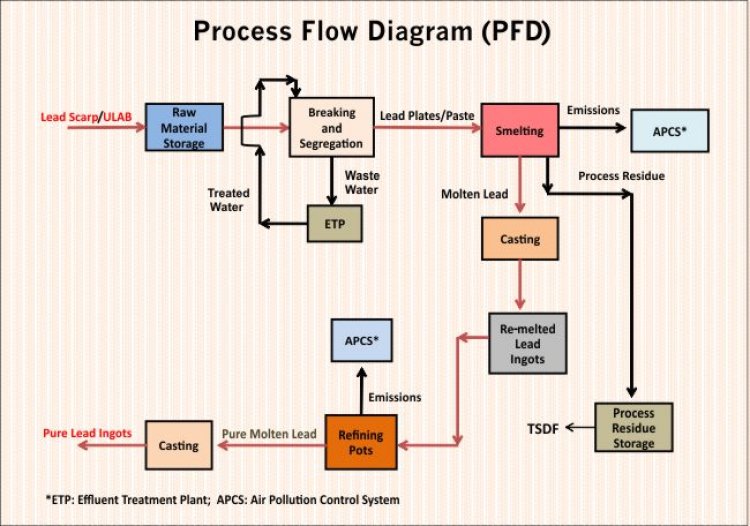
The LAB recycling process starts from cutting the tops of the batteries Battery Cutting Machine (BCM). The BCM is installed in a way that parts of the battery after its top cutting get collected on an acid proof segregation area. The plastic cases, the PP separators and the plates are manually segregated here. The plastic cases and the PP separators are washed here using the treated water from the Effluent Treatment Plant (ETP). The washings get collected into the equalization sump of the ETP by gravity flow. The lead plates are taken to the furnace for smelting. The plastics cases and the PP separators are kept in a covered storage room for sale to the authorised recyclers. In case of the automatic battery breaker the whole of the LAB (drained) gets crushed and separated into the washed plastic parts, lead metal and lead paste. The lead metal and lead paste is fed to the smelting furnace. The molten lead from the furnace is poured into moulds to get ingots of lead called Re- Melted Lead (RML). The RML is fed into refining pots to get refined Lead. The emissions from the smelting furnaces and refining pots are lead to an Air Pollution Control System (APCS). The Flow Diagrams of the Lead Battery Recycling Process is given below.
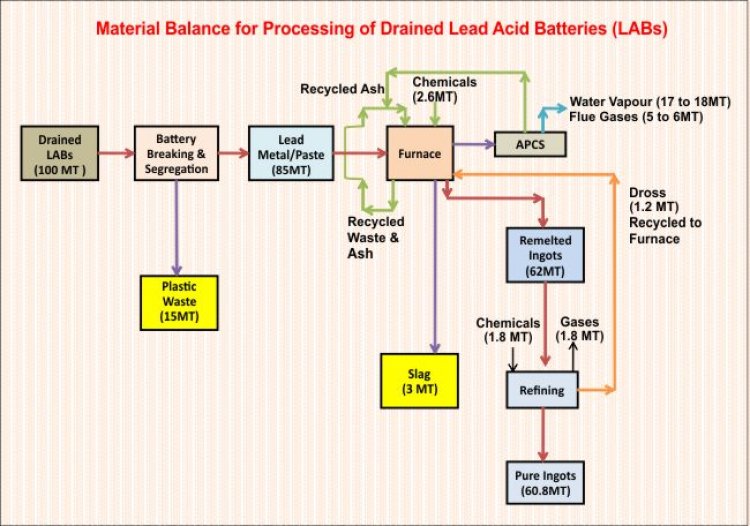
3.0 Material Balance for Lead
4.0 Regulations for Establishment and Operation of Lead Recycling Industry
4.1 Environmental Clearance (EC) under the EIA Notation 2006
Lead Recycling is secondary metallurgical process and falls under category 3(a) of the EIA notification 2006. The notification classifies all toxic and heavy metal producing units of less than 20,000 tonnes/annum capacity as category B projects requiring obtaining of EC from the concerned State Environmental Impact Assessment Authority (SEIAA) and those with capacity equal to or more than 20,000 tonnes/annum as category A projects requiring obtaining of EC from the MoEFCC. The amendments introduced in the EIA vide notification dated December, 1, 2009 latter exempted the recycling industries registered under the then existing HSM Rules (Hazardous Waste Management Rules 2008) from the requirement of obtaining EC. However, the scheme of recycler registration itself stands abolished with the notification of the Hazardous and Other Wastes (Management and Transboundary Movement) Rules, 2016 (HOWM Rules 2016) on April 4, 2016. This implies that establishment of any secondary lead metallurgical process industry including lead recycling, on or after April 4, 2016 requires the proponent to obtain EC either from the concerned SEIAA or from the MoEFCC depending its capacity demarcation of 20,000 tonnes/annum mentioned above. The detailed procedure for obtaining the EC is given on the website of MoEFCC.
4.2 Consent for Establishment
The proponent having obtained the EC under the EIA Notification 2006 as amended (as described under para 4.1 above) is then required to obtain the Consent to Establishment (CTE) from the State Pollution Control Board. Lead Recycling is classified as a ‘Red Category Industry’ and the details of the procedure for obtaining the CFE is provided on the website of the concerned SPCBs. One of the main documents which is also required for obtaining the consent to Establish is the Industry Registration Certificate which is also known as District Industry Certificate or DIC. The industries with the cost of their plant and machinery more 25 lakhs and less than 5 crores are classified as medium enterprises as per the MSMEs Act 2006.
4.3 Consent to Operate (CFO or CTO)
The CTO or the CFO is also to be obtained from the concerned SPCB. The consent to operate is usually issued by the SPCBs as one document (consolidated) covering the requirements of Water Act 1974, Air Act 1981 and the Hazardous Waste Management Rules 2016. If issued separately for each of the Environmental Acts/Rules they are called, Water Consent, Air Consent and Authorization.
4.4 Authorization cum Passbook
A certificate (Red Passbook) is also required to be obtained from the SPCB on the basis of the lead waste quantity permitted for recycling in the authorization.
The recycler is permitted procurement of the lead wastes to the extent of quantity specified in the Red Passbook. The Lead wastes Permitted for recycling are mentioned at Sl No 17 of the Schedule –IV of the Hazardous and Other Wastes (Management and Trans-boundary Movement) Rules, 2016. The Wastes that are expected to be mentioned in the red passbook are: ‘Used Lead acid battery including grid plates & other lead scrap/ashes/residues’.
4.5 Permissible Limits of Lead
- Work Area : 0.05 mg/m3(Time Weighted Average of 8 hours)
- Stack Emission : 10.0 mg/Nm3
- Treated effluent : 0.1 mg/l
- Ambient Air near boundary wall : 1.0 µg/m3 (24 hrs avg)
- Blood (whole) Lead in Workers/Persons : 10 µg/dL
- Persons with blood lead levels greater than 42 µg/dL to be shifted non-lead activity areas
Given special medical treatment till the lead levels come back to acceptable level (10- micrograms /dl).
5. Identification of Industry Plot
5.1 Plot Location
The location of the plot should be close to the roads that permit easy movement of the trucks and their connectivity to the state/national highway. The criteria of the selecting the plot location should include avoiding of the air polluting industries and high rise buildings in the upstream of the wind direction. The location should permit maximum exposure to the Sun light in the winters and minimum in the summer season.
Plot Size
The Guidelines and Standard Operating Procedures of the CPCB/MoEF do not specify any minimum area requirement as such for the lead recycling facilities. The general observations made during visits made to about 20 lead recycling industries is that the LAB receipt, unloading, breaking and segregation need a lot of space which is ignored in most of the cases. The average area existing in the industries where most of the processing activities are seen as being carried in an effective and safe manner is about 4000 square meters for processing of 10,000 MTA of Lead Battery Wastes. This means 8000 Square meters for the capacity of 20,000 MTA This does not include the area required for the administrative block, canteen, staff quarters etc.
- Plant Layout
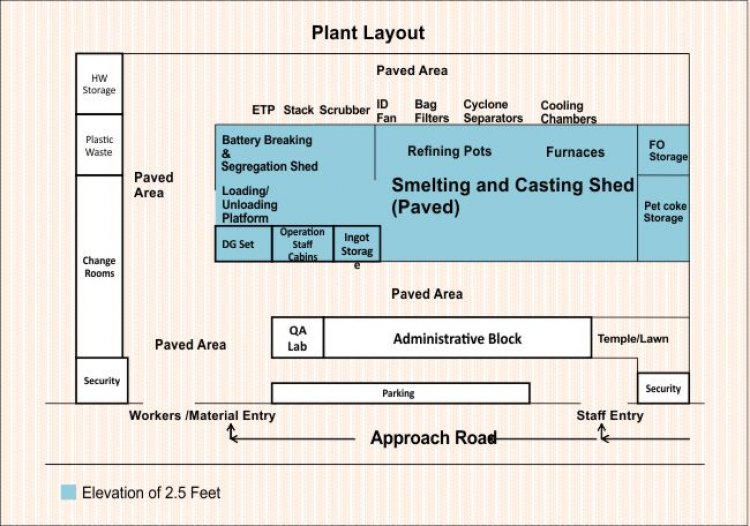
- Approach from Factory Gate to Material Loading/unloading
The road from the material gate to the loading/unloading platform should be paved and its length kept to the minimum essential. It should be made to take the heavy load of trucks and heavy machinery movement without getting damaged. It should not have any scope for entry of water from any source except rain water. It should have drains constructed in a way that allows smooth discharge of the rain water runoff from this road directly outside the premises in the industrial area drain. The road needs to be swept dry. The height of the platform for material loading/unloading should enable easy loading / unloading of the materials with the help of the forklift.
- Used Lead Batteries/Lead Scrap Storage
This area for the storage of Lead battery scrap should be close to the battery breaking and segregation area. It should be paved and covered with no scope for the entry of rain water and in case of any leakages requiring floor washings; the resulting waste water should lead to the Effluent Treatment Plant (ETP). Its location should be next to the unloading platform and design should enable movement of the forklift for material handling. The storage capacity should be equal to at least the one day recycling capacity of the plant.
6.4 Battery Breaking and Segregation Area (BBSA)
The Battery breaking floor Area should be at least three times of the raw material storage floor area. The entire area should have acid proof tiles with its slope enabling the waste water generated in this area to get collected into the sump of the ETP through gravity flow. The Battery Cutting Machine (BCM) should be installed in a way that easy and fast transfer of the materials from the storage facility to this machine or directly to the segregation area in case of lead plates requiring separation of separators, plastic grids etc. The exit arm of the BCM should let the separation of the lead plates and rest of the parts on the BBSA. The BCM should have an acoustic enclosure. The machine should also have a canopy shaped suction hood over it connected to the Air Pollution Control System (APCS). The washings of the plastic parts on the BBSA should be done using the treated waste water from the ETP and the washings should gravity flow into the collection sump of the ETP. The edges of the BBSA should be slightly elevated to eliminate the risk of any waste water going outside this area or influx of any water from outside into this area. The entire BBSA including the BCM should be provided with a covered shed with no scope for entry of any rain water into this area. In case the industry wishes to install an automatic battery breaker it comes with the breaking and segregation process built-in.
6.5 Plastic Waste Storage Area
The storage should be in a covered shed with a storage capacity equal to the quantity which may be required to be stored depending upon the dispatch of the stored material in one go.
The preferred arrangement is that the plastic waste is dispatched on regular basis to avoid its high storage space in view of its being light weight.
6.6 Furnace Oil/LDO (if used) Storage
The storage of furnace oil should be in an overhead tank. The capacity may be decided on the basis of the consumption needs. The receipt and transfer of oil should be under a covered shed.
6.7 Carbon Storage
The storage Carbon should have the receipt door outside the smelting area shed with gate inside the shed housing the smelting and the casting area for easy handling and feeding to the furnaces.
6.8 Smelting/Refining and Casting Area
The smelting, refining and casting is done in a fully covered building with shed designed in way that permits installation of all the furnaces and the refining pots along the longer side of the shed. The refining pots should be on the other end of the same side of the shed. The furnaces charging and molten metal taping points should have canopy shaped hoods connected to the Air Pollution Control System (APCS). The refining pots should also have canopy shaped suction hoods connected to the APCS. The ingot casting machine should be able to take material from any of the refining pots. The entire floor of the shed should be paved and should be able to withstand handling of the heavy loads lead materials including the lead ingots.
Air Pollution Control System (APCS)- Overall System
-
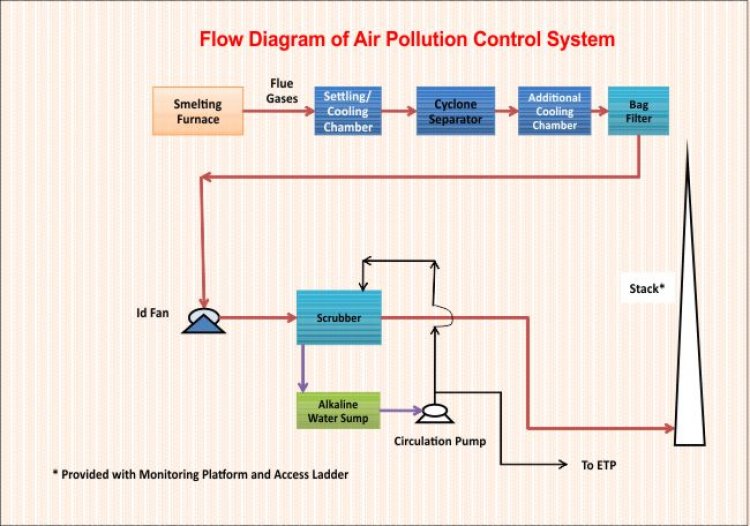
6.9.1 Cooling cum Settling Chambers
The hot flue gases from the furnaces are passed through cooling chambers the size and shape of which depend upon the cooling requirements and the technology supplier systems. The cooling also results into settling of the larger particles present in the flue gas. These are removed from time to time and recycled back into smelting material feed.
- Cyclone separators
The flue gases from the cooling-cum settling chambers are sent to cyclone separators for further settling of the particles. The ash collected from the hopper shaped bottom is recycled back.
- Bag Filters
The flue gas stream from the cyclone separators goes to the bag filters for tapping of the finer particles. The bag filters are of pulsating/vibrating type which allows to material collected on the filter to get released and settle at the hopper shaped bottom. The material collected is recycled back to the system. The size and number of the bags depends upon the quality of the flue gases and efficiency of the cooling chambers and cyclone separators.
- ID Fan
The capacity of the ID has to be adequate to provide the requisite suction at the exit side of the rotary furnace. The discharge of the ID fan is connected to the Scrubber (Alkaline).
- Alkaline Scrubber
The function of the alkaline scrubber is to dissolve the oxides of sulphur and nitrogen from the flue gas. This is done by scrubbing the gases with alkaline (pH10) water (counter current) close loop water circulation system. The water gets sprayed from the top and flue gases entering from the side on the lower side go up the scrubber. The scrubbings get collected into the collection chamber of a double chamber sump. The over flow from the collection chamber goes into the recycling chamber for its pumping back into the scrubber. The pH in the recycling chamber is to be maintained as 10 by dosing requisite quantities of the soda ash/alkali solution stored in a dosing container installed near the recycle chamber. The water level in the collection chamber is kept to a level which can act as a water seal thereby eliminating any scope for escape of gases from the scrubber through this chamber. The discharge line of the scrubber water recirculation pump is provided with an appropriate pipe/valve fitting for pumping the spent scrubbings to the ETP as and when necessary. The treated water from the ETP is to be used as make water in the scrubber.
- Stack
The scrubbed flue gases from the scrubber are let into the atmosphere through a stack having a minimum height of 30 meters. The stack is required to be provided with sampling port, a platform and access ladder for monitoring of the stack gas emissions. The red category industries located in the NCR region are also required to install an on-line system for the real time monitoring of the stack gas emissions for the consented parameters.
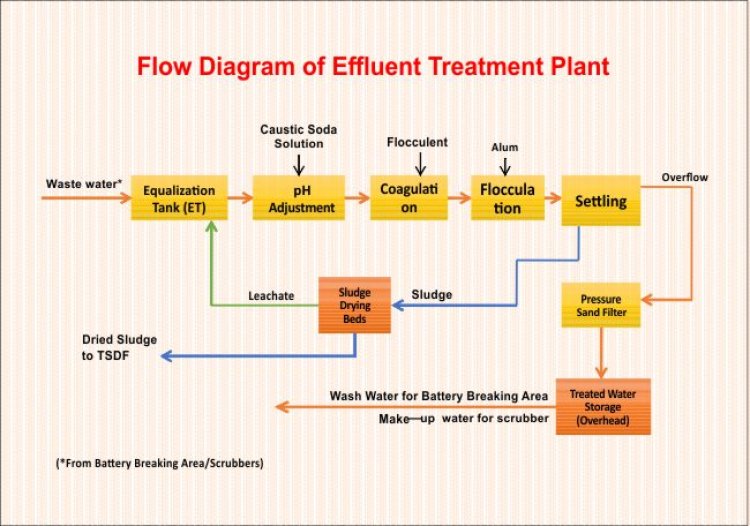
7.0 Effluent Treatment Plant (ETP)
The Waste water generated in the Battery Breaking and Segregation Area and the spent liquid from the scrubber are required to be treated in an ETP based on the physicochemical process of waste water treatment. The residual acid (if any) contained in the batteries is also to be treated in the ETP. The ETP should be preferably of a modular design with built-in systems for automatic monitoring of pH of the inlet and automatic dosing of treatment chemicals. The ETP consists of an Oil and grease trap, an Equalization Tank (ET) a neutralization tank- cum coagulation tank, a clarifier, a sand bed filter, a pH meter and a sludge handling system. The Sludge from the clarifier is drained into sludge drying beds and the dried sludge which is a hazardous waste is filled in HDPE bags and kept in a separate room meant for the temporary storage of the Hazardous Waste for sending it to the TSDF. The treated water from the ETP is stored in an overhead tank provided with necessary piping and valves for its use as wash water in the battery breaking area and as make up water in the Scrubber.
8.0 Hazardous waste Storage
The Hazardous Waste Generated in a Lead Recycling Industry is mainly the slag from the furnace. Besides this the sludge generated from the ETP is also classified as hazardous waste. The use of furnace oil also generates waste oil in the form of the bottom sludge from the oil storage tanks and the empty barrels. The waste oil and the empty barrels are also classified as Hazardous wastes.
9.0 Product Lead Ingot Storage
The storage of the lead ingots has to be away from the other materials and in a covered shed close to the loading platform. The ingots weighing machine should be set up in the same shed.
10.0 Choice of Smelting Furnace
There are mainly three types of furnaces in use in India. These are, Mandir Bhatti, Rotary furnace and Blast Furnace. The most effective and accepted as the most effective in the industrial and regulatory circle is the rotary furnace. In-fact installation of the rotary Furnaces in the lead recycling industry has been made mandatory in some of the States like Tamil Nadu and Telangana. The smelting facilities seen in most of the plants visited are a combination of Mandir Bhatti/Blast Furnace and Rotary furnace.
11.0 Recycling Capacity
- The lead battery waste contains 15- 20 % of plastics items. The lead bearing material that is fed to the furnace for smelting is about 80% (minimum) of the lead waste fed for smelting.
- Smelting Capacity = 0.80 X Waste Recycling Capacity............... (A)
- Number of the Furnaces = A
- Furnace Capacity = B Metric Tonnes
- Furnace charging cycles per day = C
- Number of days of operation in a year = 300 days
- Annual Smelting capacity = Number of furnaces x Furnace capacity x Number of charging cycles per day x 300 = (A x B x C x 300)MTA = (D) MTA
- Waste Recycling Capacity = (D divided by 0.8) MTA
12.0 Refining Pots
The selection of the refining pots is done in way that permits refining of the smaller quantities as well as production of alloying of lead with other metals depending upon the customer needs. The Total cumulative capacity of the refining pots should be atleast equal to the RML ingot production capacity of the plant. A 20,000 MTA lead waste recycling capacity means a RML ingot capacity of atleast 12,000 MTA with an acceptable recovery efficiency of 60%. The refining pots should have suction hoods on their tops and the hoods should be connected to the APCS.
13.0 DG Set
The DG set capacity is to be decided on the basis of the situation of the power supply in the area and the power supply needs of the uninterrupted operations. The DG set should be provided with an acoustic enclosure and the height of its stack should be at-least 3 meters above the roof/shed.
14.0 Change Room
This room is an essential for the workers involved in the processing of the wastes. They are required to wear separate dresses and shoes before taking on to the work. The workers should remove and store these clothes in their respective cupboards, take shower (no soaps or detergent to be used) and wear back their own dresses for leaving for their homes. The grey water from the shower should go to the ETP.
15.0 Treatment of Domestic Effluent
The industry should provide septic tank followed by soak pit for the treatment of waste water from the administrative block (toilets, bath, etc) in case the area does not have the sewerage system for its transport and treatment into a common STP.
16.0 Rain Water Management
The storm water management require discharge of all the rain water falling on the sheds and the non- process open to sky areas directly outside the premises.
17.0 Man Power Involvement
There is a lot of variation observed in the number as well as the skills of the manpower involved in the processing of lead wastes as most of the battery breaking and segregation is seen as getting done though contract labour. The number of on-roll employees including the administrative and other staff generally observed is between 10-20 for a 20,000 MTA lead recycling industry.
18.0 Quality Assurance Laboratory
The quality assurance laboratory seen only in the industries interested in checking the quality of the refined lead and alloy making. The instrument is basically an XRF based instrument for multi elemental analysis of the sample
19.0 Estimated Overall Cost of Plant and Machinery
The estimated cost (Year 2019) of the plant and machinery for a 20,000 MTA capacity lead waste recycling plant is about Rs 2 Crore.
-
20.0 Import of Lead Wastes - Requirements and Standard Operating Procedure (SOP)
20.1 Lead Waste Imports Permitted in India
- Waste lead acid batteries*, whole or crushed (Basel No - A1160)
- HW Rules 2016 – Part A
- Import permitted with Prior Informed Consent (PIC)
(*Drained batteries only as per the policy of the MoEFCC)
- Lead Scrap - Bulk finished form such as plates, etc (Basel No - B1020)
- HW Rules 2016 – Part B
- Import permitted without Prior Informed Consent (PIC)
Eligible Importer
- Registered Recycler
- Registration production should include the material to be imported
- Recyclable Materials Listed in Schedule IV of the HW Rules 2016
- Used Lead acid battery including grid plates and other lead scrap
- Lead battery plates (ISRI Code –Rails)
- Battery lugs (ISRI Code-Rakes)
- Scrap drained/dry Lead batteries (ISRI Code –Rains)
- Requirements - Facilities & Standard Operating Practices
Lead Waste Unloading
Separate and covered storage area
- Impervious flooring
- Sprinklers for dust control
- Area run off to ETP (Physico-Chemical Process Based ETP)
- Material Trucks Tyre washings before their return
- Washings to ETP
20.3.2 Battery Breaking
- Top cutting machine (or Breaker for whole battery crushing)
- ECS & Noise control measures
- Separate Plastic Washing/Segregation Area (PWSA)
- Impervious flooring for PWSA
- PWSA connection to ETP
Furnace
Preferably Rotary Furnace
20.3.4 Air Pollution Control System
- Suction hoods covering the charging & the molten lead tapping points
- Expansion/Cooling Chamber
- Cyclone Separator
- Bag Filter (Pulse jet/mechanical shaker)
- Alkaline scrubber (Closed loop with spent liquid going to ETP)
- ID fan
- Stack
- Height – 30 meters (minimum)
- Port Hole, platform and access ladder for stack Monitoring
20.3.5 Storage/Disposal of Hazardous and Other Wastes
- Separate and covered storage for HW (Process and ETP sludge)
- Separate and covered storage for plastics wastes
- TSDF membership for HW disposal
- Disposal of Plastic wastes to authorised recyclers
20.3.6 Storage/dispatch of Product (Ingots)
- Separate and covered packaging/dispatch area
- Movement of product dispatch vehicles/trucks independent from the raw material handling areas
- Import Permission Application -Checklist of Documents
- Form 5 (dully filled)
- Justification for Import
- Valid Consents under Water/Air Acts/Authorization under the HW Rules
- Valid Registration for Recycling of the waste intended for import
- Reports of the analysis of lead in soil, work zone air, ambient air, ground water, treated effluent, stack emissions and blood of the workers.
- Process Flow Diagram (PFD) indicating ECS, Scrubber, ETP etc
- Battery Breaking System
- Photographs and video CD of the running plant
- Document depicting the status of employment generation, number of people benefited etc
- Prior Informed Consent (PIC) in case of permission required for Waste lead acid batteries- whole or crushed (Basel No - A1160) Note – only drained batteries are permitted for import in India.
- Acknowledgement of the receipt of copy of application from the SPCB
- Lead poisoning and Human Health
Lead is a cumulative toxicant that affects multiple body systems and is particularly harmful to young children. Lead in the body is distributed to the brain, liver, kidney and bones. It is stored in the teeth and bones, where it accumulates over time. Human exposure is usually assessed through the measurement of lead in blood. Lead in bone is released into blood during pregnancy and becomes a source of exposure to the developing foetus. There is no known level of lead exposure that is considered safe. Lead exposure is preventable.
Reference Guidelines and Document Links
- Hazardous and Other Wastes (Management and Transboundary Movement) Rules, 2016 http://www.moef.gov.in/sites/default/files/Final%20HWM%20Rules%202016%20%28English%29.pdf
- Guidelines for Environmentally Sound Recycling of Hazardous Wastes (CPCB) http://cpcb.nic.in/uploads/hwmd/GuidelinesforEnviron_soundRecyclingHW2010.PDF
- Recycling used lead-acid batteries: health considerations (WHO) http://apps.who.int/iris/bitstream/handle/10665/259447/9789241512855-eng.pdf;jsessionid=DA331B0E5826F17246843EC1D82BBCE4?sequence=1
- Standard Operating Procedure - Recycling of Lead scrap/used lead acid batteries
www.moef.nic.in/sites/default/files/SOP-Lead_1_2.pdf
- Instructions to follow with respect to Import/ Export of Hazardous Wastes Other Wastes under Hazardous and other Wastes (Management, Handling and Trans-boundary Movement) Rules, 2016 http://www.moef.nic.in/sites/default/files/standard%20checklist_7.pdf
- Steps for Submitting Online to MoEF for Import Permission
http://www.moef.nic.in/sites/default/files/steps%20for%20online%20application_5.pdf
- Meeting the Demand of Refined Lead in India through Import and Recycling of Used Lead Acid Batteries/Lead Scrap?
https://www.linkedin.com/pulse/meeting-demand-refined-lead-india-through-import-recycling-mahwar/
- Carbon Footprint of the life cycle of batteries – A key parameter for the sustainability of their use in solar/wind energy storage
https://www.linkedin.com/pulse/carbon-footprint-life-cycle-batteries-key-parameter-use-mahwar/
- Pollution Index Based Classification of Industrial Sectors Under Red, Orange, Green and White Categories
https://www.linkedin.com/pulse/govt-india-introduces-pollution-index-based-sectors-under-mahwar/
- Lead Poisoning and Health
https://www.who.int/news-room/fact-sheets/detail/lead-poisoning-and-health
- Health & Environmental Impacts from Lead Battery Manufacturing & Recycling in China
http://www.okinternational.org/docs/China%20Lead%20Battery%20Report%20IPE%20English%20Revised.pdf